唐山冶金矿山机械厂
 第8年
第8年

 第8年
第8年 
第8年

来源:唐山冶金矿山机械厂 时间:2024-11-30 05:31:52 [举报]
热后磨齿
磨齿是获得齿面的有效和可靠的方法,将滚齿余量及其变形量磨掉。为了使齿轮在负载状态下受力及啮合更加合理,齿轮会在标准渐开线齿形和齿向上做一定的修正。CNC 磨齿机通过预设的参数,将齿部形状磨削为要求的几何精度。并且通过选择匹 配的砂轮及修整参数,磨削达到终的粗糙度要求,行业内普遍的要求为 Ra0.8,也有一些特殊应用,如风力发电齿轮箱等,需要达到 Ra0.6 甚至更高。其加工方法分为展成磨和成型磨。
硬齿面减速机采用了斜齿轮传动,在闭式啮合时效率为0.95--0.98,理论大传递功率《50000kw;速度v/(m/s) < =130;对于二次包络蜗轮付,在加工精度较高、润滑情况良好的情况下,其传动只能达到0.95,但在一般的蜗杆传动中,其效率一般范围是0.70-0.92。由于受发热限制,大传递功率Pi(kw)=750,但通常《50 kw。高速、大规格拉丝机已经成为了市场的主流,其中大功率的电机在大规格拉丝机上的应用相当普遍,采用传动的硬齿面齿轮传动形式,会给用户带来较好的经济效益,有良好的市场预期。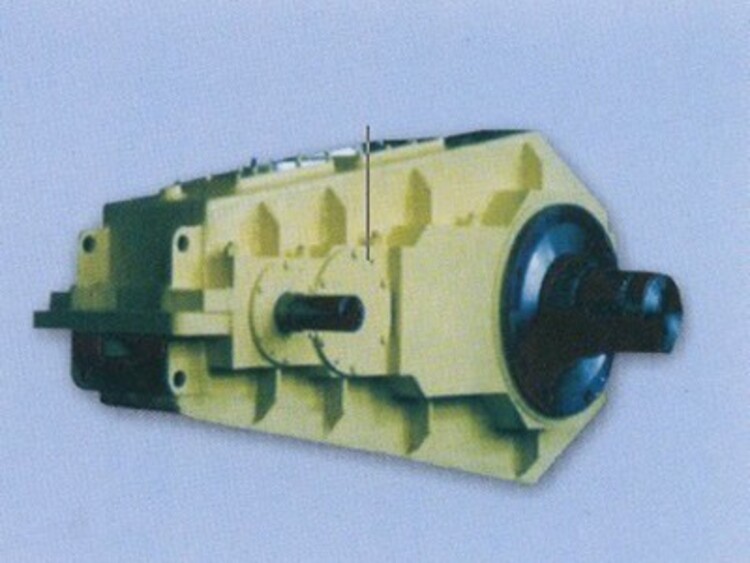
减速器的级传动为格里森制弧齿锥齿轮,第二、第三级传动则为渐开线圆柱斜齿轮。
减速器的润滑:一般情况下,减速器的齿轮和轴承采用油池飞溅润滑,自然冷却。只有当减速器工作平衡温度超过规定值,或承载功率超过热功率PG1时,方采用循环润滑,或采用加冷却管的油池润滑。
标签:唐冶减速机,减速机生产厂家,邯郸减速机,减速机速比表