浙江唐冶减速机批发价






- 面议
- 2024-04-24 13:14:39
- 减速机
- 张晓君 15032551755
- 唐山冶金矿山机械厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
减速器种类很多,如渐开线圆柱齿轮减速器、双圆弧圆柱齿轮减速器、摆线针轮减速器、NGW型行星齿轮减速器、三环减速器、圆弧圆柱蜗杆减速器等。设计中应该选用标准减速器,便于设计、制造、修理和更换。
选不到适用的标准减速器时,则设计的减速器,在设计时,应该考虑的主要问题有:传动型式、传动布置、传动参数设计,传动件、支承件和箱体等的设计,润滑和密封设计及散热等。还可以进行优化设计以提高设计质量。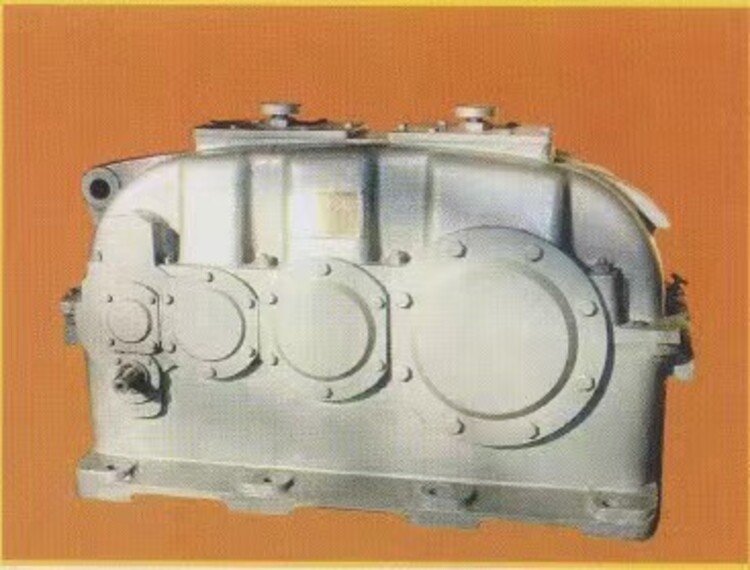
由于采用了硬齿面齿轮和设计制造技术的不断提高,传递同样的功率和减速比,减速器的尺寸不断减小,所以散热问题越来越,应该参考齿轮热功率计算技术文件。
对于减速器结构设计,本书提醒要注意以下问题:
1)减速器总体设计和选型。
2)非标准减速器合理设计。
3)减速器箱体设计。
4)减速器润滑和散热。
热前滚齿
由于成本原因,较小模数工件用整体滚刀加工,材质一般为带涂层的高速钢或者粉末冶金,头数为 1-3,在刀具使用窜刀完毕后,需要进行修磨,并返回的厂家重新进行涂层,整体硬质合金的滚刀因为性价比较低,使用较少;较大模数的齿轮由于滚刀体太大,成本太高,一般都设计为镶刀片滚刀,这样的滚刀需要定期检查每一个刀片的磨损程度,并将已磨损或崩刃的刀片换掉;对于特大模数齿轮(一般为 M>22),一般都用齿轮铣刀加工。
滚齿作为粗加工工序,国内的生产厂家如南京第二机床厂,秦川机床厂的滚齿机都可以达到 7-8 级的加工精度。欧洲的滚齿机生产厂家如 Pfauter、Liebherr 等,其机床的滚齿精度可以达到 6-7 级,并且在加工稳定性及寿命方面有较大优势。随着机械行业自动化程度的提高,自动上下料传送带以及多工位上下料系统也被应用于滚齿工序,配合的自动涨紧夹具。使机床更换工件的时间将至低,实现了加工-去毛刺-倒角同时进行。更大的增加了机床的使用效率。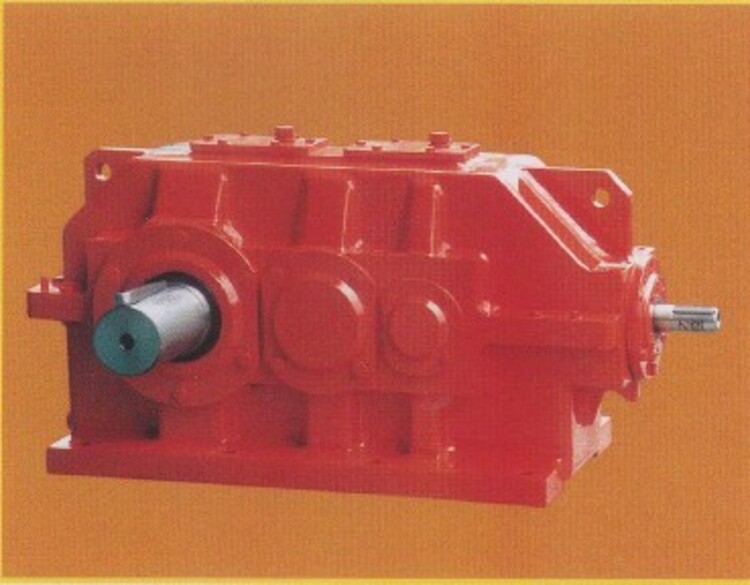
硬齿面减速机是一种相对精密的机械,使用它的目的是降低转速,增加转矩,适用于高速轴转速不大于1500转/分,齿轮传动圆周速度不大于20米/秒,工作环境温度为-40℃—45℃的环境中。
为了适应激烈的市场竞争,并能更好的服务于国内金属制品行业,拉丝机传动系统的设计也正在向硬齿面齿轮的传动形式转变,具体表现就是市场上已经采用较多的强力窄v联组带加拉丝机硬齿面减速箱的组合,采用适应拉丝机整体结构的标准减速机,并将此减速机与安装箱体、主轴、卷筒等有效的结合在一起,形成一套以硬齿面齿轮为主要传动形式的拉丝机传动系统。
通过复合工艺技术加工举措,让齿轮表面的硬度获得工艺要求,所以在减速机中应用硬齿面齿轮,发挥的作用。当前应用广泛的硬齿面齿轮磨削加工技术,虽具有良好加工精度,但也存在复杂的操作工艺流程、较高的加工成本和低生产效率等问题。因此,经不断的研究和实践,滚齿机上使用硬质合金刮削滚切加工工艺发挥了较理想的利用效果。下面对此加工工艺展开分析,提出用其加工形成的硬齿面齿轮于减速机中的应用情况。
- 减速机
- 硬齿面减速机
- 张晓君


