石家庄KDAB唐冶减速机厂家

展成磨
为展成法加工,与滚齿原理相似。瑞士 Reishauer 公司先发明并将其应用,磨削过程中,由于砂轮与被磨削的齿部连续啮合,从而展成齿部的渐开线形状,并且在磨削过程中无中断,所以其加工效率很高。实际加工中,由于砂轮尺寸原因,展成磨适用于加工较小模数齿轮(一般为 M<=12)。
磨削过程中,可使用氧化铝材质的砂轮,需要根据设定好的磨损寿命长度及串刀方式加工,较为优化的串刀方式为,粗磨过程中对角线窜刀,即在磨削过程中窜刀,以砂轮的不断更新来达到高的材料去除效率;在精磨过程中为步进窜刀,用砂轮的同一位置磨削以达到齿面质量的稳定性。对单一品种齿轮的大批量生产,也可以使用 CBN 蜗杆砂轮,可以更大的提高磨削效率,但是成本相应较高。
展成磨对机床的精度及稳定性有较高的要求,目前的机床公司有瑞士的 Reishauer,德国的 Liebherr,加工齿轮精度可以达到 4-5 级甚至更高,国内较为的厂家为秦川机床厂,加工精度可以达到 5-6 级。并且这些机床都具备了配套自动上下料系统的能力,并广泛应用于汽车制造行业和小型减速机制造行业,使硬齿面 齿轮的精加工效率得到很大提升。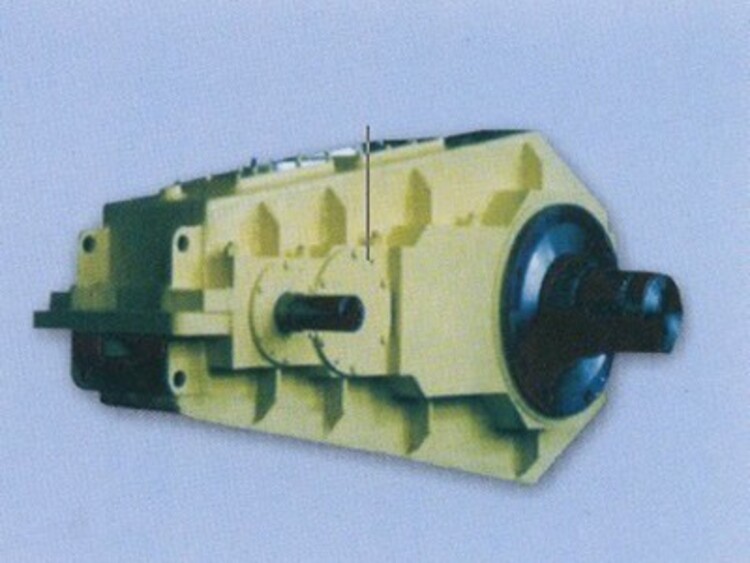
对于硬齿面齿轮的加工,主要技术方向为:
(1)滚刀材质和涂层技术
,可提高滚齿的效率和机床利用率。
(2)砂轮技术,
随着微控制技术的进步,砂轮的磨料排列方式及形状将更为可控,更为优化的砂轮将实现更高的磨削效率与更高的工件质量。
(3)加工智能化,
机床在自动抓取工件的基础上,对工件进行辨认和识别,对有质量问题的工件进行预先判定。
(4)绿色加工,
机床的能源利用效率将会更高;油气分离技术将降低机床对空气的污染;新的干切技术,也会大量降低油品的使用量,使加工过程更为环保。
减速器的级传动为格里森制弧齿锥齿轮,第二、第三级传动则为渐开线圆柱斜齿轮。
减速器的润滑:一般情况下,减速器的齿轮和轴承采用油池飞溅润滑,自然冷却。只有当减速器工作平衡温度超过规定值,或承载功率超过热功率PG1时,方采用循环润滑,或采用加冷却管的油池润滑。